





























If you’ve ever specified the wrong type of aluminum for a project and watched the part fail in service, you already know the answer to this question matters more than it looks. Cast aluminum and extruded aluminum both start as molten metal, both end up as solid aluminum parts, and both are used across the same industries. But they get there through completely different processes, and that difference shows up in strength, finish, cost, and where each one actually belongs in your design.
For fabricators, product designers, and procurement teams choosing between cast and extruded aluminum, this article walks through what each process is, where each one wins, and why getting the choice right matters more than the price tag suggests.
What Is Cast Aluminum?
Cast aluminum is made by melting aluminum alloy and pouring it into a mold, where it cools and solidifies into the shape of the mold cavity. The mold itself can be made of sand, metal, or ceramic, depending on the casting method and the precision required.
Several casting processes are common in industry:
Sand casting uses molds made from compacted sand. The cheapest casting method, suitable for low-volume parts, large components, and complex geometries. Surface finish is rough and dimensional tolerance is loose.
Die casting uses reusable steel molds and forces molten aluminum into them under high pressure. Produces excellent surface finish, tight tolerances, and high production rates. Standard for automotive components, electronic housings, and consumer products manufactured at volume.
Permanent mold casting uses reusable metal molds without high pressure. A middle ground between sand casting and die casting in cost, quality, and production speed.
Investment casting uses ceramic molds made around wax patterns. Produces highly detailed parts with excellent surface finish, but at higher cost. Used in aerospace and precision applications.
Common cast aluminum alloys include A356, A380, A413, and 535. These are formulated specifically for casting, with chemistry tuned for fluidity, mold filling, and crack resistance during solidification.
What Is Extruded Aluminum?
Extruded aluminum is made by forcing a heated aluminum billet through a steel die under enormous pressure, producing a continuous length of metal with the cross-section of the die opening. The billet is preheated to around 450 to 500°C, which is well below the melting point but soft enough to flow through the die under force.
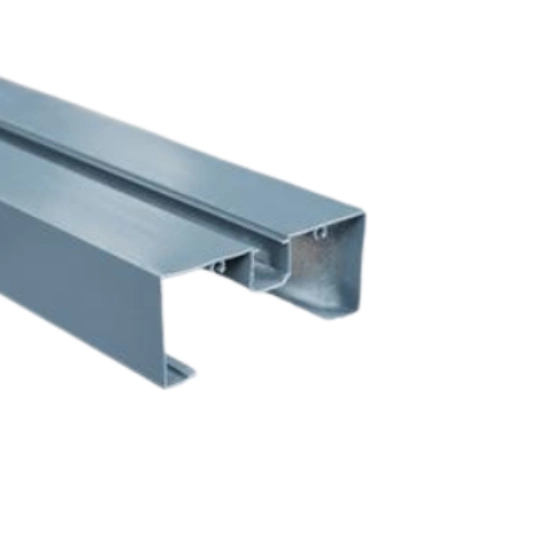
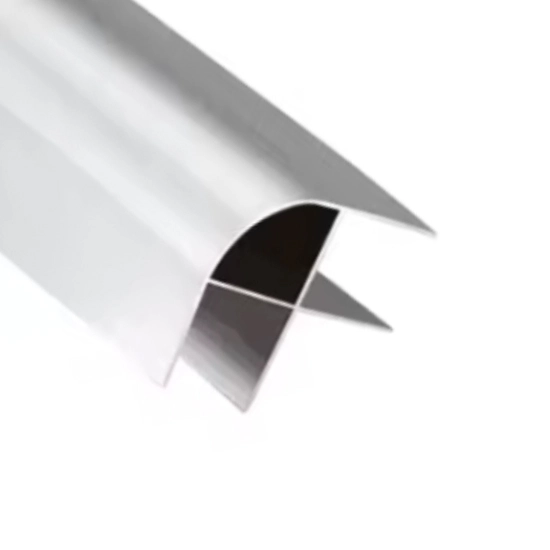
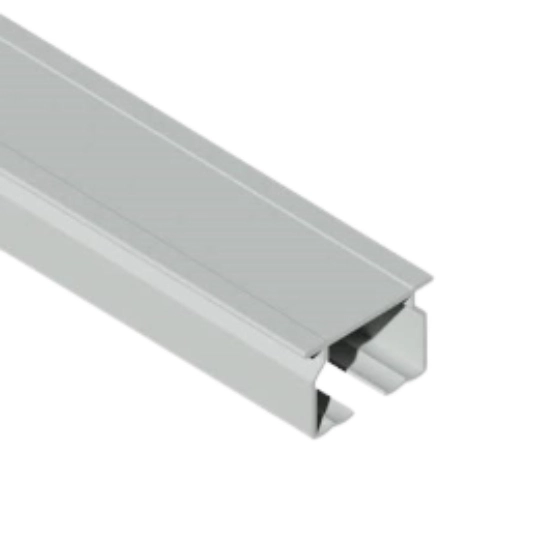
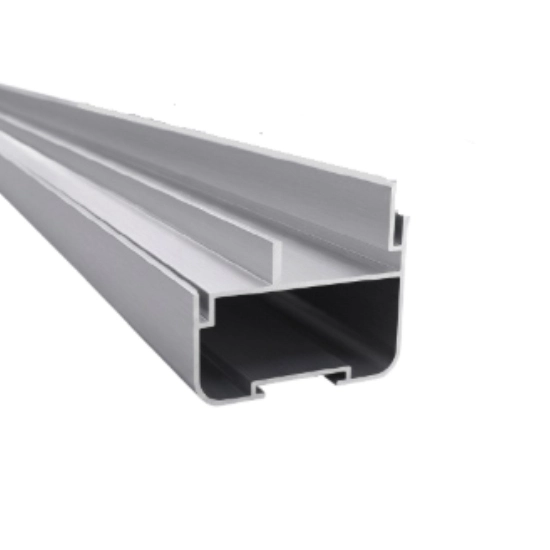
The process produces profiles with consistent cross-sections along their entire length, which is why almost every aluminum bar, channel, angle, tube, hollow, or architectural profile you see is extruded rather than cast.
Common extrusion alloys include 6063, 6061, 6005, 6005A, and 6082. These are the workhorse alloys for structural and architectural fabrication, chosen for their combination of extrudability, strength, and finishing characteristics.
The Five Real Differences That Matter
Six core differences separate cast and extruded aluminum, and every one of them shows up in real-world fabrication decisions.
1. Mechanical Strength
Extruded aluminum is significantly stronger than cast aluminum. The extrusion process aligns the grain structure along the direction of flow, producing a metal with predictable, directional strength. Cast aluminum has a random grain structure with potential for internal porosity, gas pockets, and shrinkage voids that all reduce strength.
In numbers: extruded 6061-T6 has a typical tensile strength around 310 MPa. Cast A356-T6, one of the stronger casting alloys, comes in around 230-260 MPa. The gap is meaningful for structural work.
2. Surface Finish
Extruded aluminum exits the die with a clean, uniform surface that takes anodizing and powder coating beautifully. Cast aluminum, especially sand cast, has a rough surface that typically requires significant machining or finishing work before it looks acceptable for visible applications.
Die cast aluminum produces better finish than sand cast, but still falls short of extrusion’s smooth surface for architectural and decorative work.
3. Geometric Complexity
Casting wins on three-dimensional complexity. You can cast hollow parts with internal cavities, complex curved surfaces, and integrated features like bosses and undercuts that would be impossible to produce through extrusion. If your part has geometry that varies along its length, you need casting.
Extrusion wins on long, consistent cross-sections. A 6-meter extruded profile holds the same shape end to end, with internal cavities, snap-fit features, and screw bosses all integrated into the die design. If your part is essentially a constant cross-section in long lengths, extrusion is dramatically more cost-effective.
4. Tooling Cost and Production Economics
A casting mold can cost anywhere from a few thousand dollars for sand casting tooling up to $50,000 or more for production die casting molds. The cost is justified at high volume but punishing at low volume.
An extrusion die typically costs $500 to $3,000, dramatically lower than casting tooling. This makes extrusion economical for medium-volume production and for custom profiles that wouldn’t justify a casting die.
5. Material Waste and Sustainability
Extrusion produces minimal waste. The billet flows into the die and emerges as profile, with only the butt end (the part that doesn’t fully extrude) going back to remelt. Casting can produce significant scrap from gates, risers, and trimmed flash that all need to be remelted.
Both processes are highly recyclable. Aluminum is one of the most recycled metals in industry, and both cast and extruded scrap goes back into new billets and casting alloys.
6. Lead Time
Extrusion has fast lead times for standard profiles and reasonable lead times for custom dies (typically 4 to 8 weeks). Casting lead times vary enormously depending on the casting method, but die casting tooling alone can take 12 to 20 weeks to design, machine, and test before the first part runs.
When to Choose Cast Aluminum
Cast aluminum is the right choice when:
- The part has complex three-dimensional geometry that can’t be made from a constant cross-section
- Production volumes are high enough to amortize expensive tooling
- The part includes integrated features like undercuts, internal cavities, or thread bosses that vary along the part
- Surface finish requirements are modest or post-machining is acceptable
- Mechanical strength requirements are within the range that cast alloys handle
Typical applications include engine blocks, gearbox housings, pump bodies, decorative hardware, cookware, and electronic enclosures with complex internal geometry.
When to Choose Extruded Aluminum
Extruded aluminum is the right choice when:
- The part is essentially a constant cross-section in long or cut lengths
- The application requires consistent mechanical properties along the part
- Surface finish needs to be smooth and ready for anodizing or powder coating
- The geometry includes features like slots, channels, screw bosses, or snap fits that can be integrated into the die
- Tooling cost needs to stay modest relative to production volume
- Lead times are critical
This is why almost every structural, architectural, and modular framing application uses extruded aluminum. Window frames, curtain walls, conveyor frames, machine guards, T-slot framing, heat sinks, railings, ladders, and most of the visible aluminum in modern construction are all extruded, not cast.
How Cast and Extruded Aluminum Work Together
Most real fabrication projects use both. A typical industrial machine might use cast aluminum for the gearbox housing and motor mount, while the frame, guarding, conveyor sections, and ducting are all extruded. An architectural facade might use cast aluminum for decorative brackets and node connectors, while the curtain wall mullions, transoms, and panels are extruded.
The two processes are complementary, not competitive. Knowing which one fits each part of a design is what separates experienced engineers from procurement teams making generic aluminum decisions.
Why Exalum Focuses on Extrusion
Exalum Metal is an aluminum extrusion manufacturer. Our 20,000 m² vertically integrated facility in Indonesia is built around the extrusion process, from billet preparation through die maintenance, press operation, heat treatment, and in-house finishing. We focus on extrusion because it’s the right process for the products our customers need, and because vertical control over every extrusion step is what produces consistent, high-quality profiles.
The product range that comes out of our facility covers nearly every structural and architectural application where extruded aluminum is the right answer:
- Square Hollow and Rectangular Hollow for structural framing, conveyor chassis, and machine bases
- Tubing Pipes and Decorative Tubing Pipes for railings, furniture, and architectural details
- Equal Angle and Unequal Angle for cross-bracing, brackets, and corner reinforcement
- Unequal Channel for edge stiffening, sliding tracks, and panel capture
- Flat Bars for mounting plates, spacers, and machined brackets
- Round Bars for shaft stock, pivot pins, and machined components
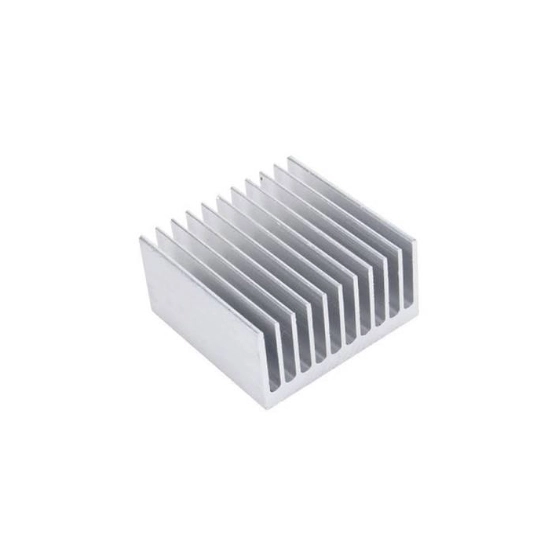
- Heat Sinks that exploit aluminum’s high thermal conductivity for electronic and motor cooling
- Curtain Wall, Casement Windows, Doors, and Sliding Doors for architectural facade and fenestration work
- Louvers, Partition, Diffusers, and Spandrel for ventilated and modular building systems
- Showcase, Handle, Door Jamb, and Curtain Track for retail, residential, and interior applications
- Ladder and Rolling Doors for industrial and commercial installations
- Automotive and other custom extrusion categories for OEM applications
For any of these applications, extrusion is the right process and Exalum is the manufacturer that delivers it with consistent quality.
Sourcing Extruded Aluminum With Confidence
The cast versus extruded decision should be settled at the design stage, not at the procurement stage. Once you’ve made the call to use extrusion (which covers the vast majority of aluminum fabrication work), what matters next is the manufacturer behind the profile.
Exalum Metal has supplied extruded aluminum profiles to fabricators since 2009, with the vertical integration that keeps alloy chemistry, extrusion quality, and finishing consistent across every shipment. When the spec calls for 6063-T5, that’s what arrives at your shop, with the dimensional consistency, surface finish, and documentation that make the rest of your build go smoothly.
Whether you need standard profiles or custom cross-sections designed for your specific fabrication requirements, Exalum Metal has the capacity and expertise to deliver.
Ready to place an order or discuss your requirements? Get in touch with the Exalum Metal team directly: Email: [email protected] WhatsApp: +62 811 9429 970 Website: www.exalummetal.com. Your next fabrication project deserves material you can count on. Make aluminum profiles from Exalum Metal your standard.
